Stable Process Definition
The following essay may appear to be very elementary on its surface. After all, who doesn't know what "stable process" means? Well, unfortunately, a lot of people don't understand the term. I once had an on-line debate with a six sigma black belt who serves as a statistician in health care. He sincerely believed that a special cause of variation can come from within a process.
I was called into another company that had some quality concerns. They had a formal six sigma initiative that was in its tenth year of operation. In fact, they still had the same six sigma master black belt that they had hired at the outset of the program. During a meeting with senior management I asked, "After ten years of six sigma experience, what percentage of your employees really understand what the term 'stable process' means?" They estimated perhaps five to ten percent; the master black belt agreed with that estimate.
A critical vocabulary term: Stable Process
Whenever points on a control chart plot in a random pattern, clustered around the central line (CL), with no points falling outside the upper and lower control limits (UCL, LCL), we conclude and report that the process is stable. This is a key vocabulary term that leaders must help everyone to understand. Referring to a process as stable means:
- The process is in statistical control. Drawing from the work of physicist Walter Shewhart and his analytic theory of variation, statistical control means that the outcomes are random, mathematically predictable, and due to random chance.
- All of the variation illustrated on the control chart is the result of common causes only from within the process or system. Therefore, if we're not happy with any of the plotted outcomes, we must develop and pursue a strategy to change the process. The appropriate strategy is to come up with recommendations (plural) for changes (plural) we can make to the process to improve its future outcomes. We must make changes (plural) because the process is under the influence of common causes (plural) of variation from within the system.
There is never one singular, silver bullet fix for improving a stable process. Even if a better, more consistent raw material is selected, one would still have to address methods for properly processing the new material, perhaps new settings on existing equipment and, of course, training for everyone who will be involved in using and/or testing the new material.
- There is no special cause variation evident from outside the process or system. Figure 1 provides a portrait of a stable process. Anyone can see that the second point plotted on the chart is higher than the fourth point – but it did not plot significantly higher.
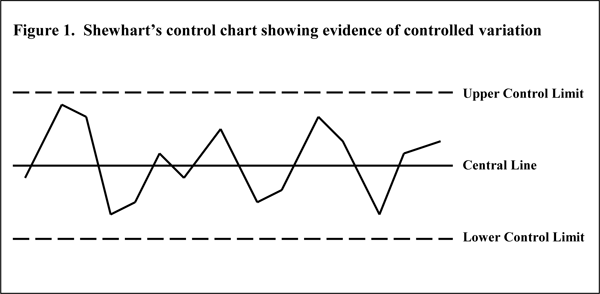
What if Figure 1 was a plot of students' test scores? The fourth student's score was lower than the second student's score; but it was not significantly lower. If we're not happy with the low test score we must change the process that produced it. Issuing a low grade to the fourth student does nothing to improve the process that produced the low test score. Issuing a low grade to that student destroys the student. He will not understand why he's rated so low. He will lose heart. Over time, traditional grading and appraisal practices extinguish the intrinsic desire to learn that God programmed into all of us.
On the other hand, when key measures plot in a non-random pattern, or if one or more points fall outside the UCL or LCL, we conclude that the process is (or has gone) out of statistical control. Such a condition would indicate the presence some special cause of variation from outside the process or system. In that case, the appropriate corrective strategy would be to find, remove, and/or otherwise address the special cause.
In summary, statistical process control charts are intermediate statistical tools that combine the power of the analytic, intermediate theory of variation with the dynamics of a run chart. They are used to determine what type of variation is present at any given time. They help us to apply knowledge of theory of variation – the second component of W. Edwards Deming's "system of profound knowledge."
Knowledge of variation guides the development of appropriate strategies for corrective action and improvement. In the case of stable processes, the appropriate corrective action is to change the process. Apply brainstorming, design of experiments (DOE), process failure mode and effects analysis (FMEA), and other techniques to identify appropriate changes (plural) to the process.
In the case of non-random, special cause variation, the appropriate corrective action is to find, remove and prevent the reoccurrence of the special cause. No amount of work on the process will address a special cause. Special causes are not produced by a process; they come from outside the process. If we do not eliminate and prevent the reoccurrence of a special cause, it will come screaming in without warning in the future, unpredictable by its very nature, and defeat any efforts to improve the system.
Note
Much of this short essay is drawn from J.F. Leonard, The New Philosophy for K-12 Education: A Deming Framework for Transforming America's Schools, ASQ Quality Press, Milwaukee, WI (1996), pp. 130-132.
© 2018 James F. Leonard. All rights reserved.